Snímače
ZEISS Snímače - high-tech komponenty pro nejlepší výkon

Díky nejtvrdšímu materiálu na světě nedochází k téměř žádnému opotřebení ani k hromadění materiálu během skenování. Diamantové kuličky jsou proto ideální pro měření velmi tvrdých nebo vysoce abrazivních součástí, stejně jako pro skenování součástí, při kterém se většinu času dotýká součásti pouze jeden bod kuličky (např. při měření na otočném stole).
Díky potahu z nejtvrdšího materiálu na světě dochází k menšímu opotřebení a hromadění materiálu. Tyto snímače jsou vhodné zejména pro snímání měkkých materiálů. Ideální jsou také pro měření skleněných a zrcadlových povrchů, protože při skenování prakticky nevznikají žádné povrchové vady.

Rubín je nejpoužívanějším materiálem pro snímací kuličky v metrologii a je vhodný pro většinu běžných měřicích úloh. Z rubínu lze vyrábět i velmi malé kuličky, a to již od průměru 0,12 mm.
Keramické kuličky mají velmi nízkou pórovitost. Jsou dostupné ve variantách s vysokou přesností, ve velkých průměrech a také jako hmotnostně optimalizované (duté) polokoule vyráběné dle specifikací. Jsou obzvlášť vhodné pro skenování hrubých povrchů, jako je litina.

Kuličky z karbidu wolframu lze vyrobit dle specifikací. Mají vysokou hmotnost, ale umožňují speciální průměry, například pro měření ozubených kol.

Podobně jako rubín se i kuličky z nitridu křemíku používají pro většinu běžných měřicích úloh, ale jsou obzvláště vhodné pro snímání hliníkových povrchů.
Pokud měření vykazuje výrazné výkyvy, v 90 % případů se jedná o problém se snímacím systémem. V takovém případě byste měli zkontrolovat jeho reprodukovatelnost a v případě potřeby jej optimalizovat.
Na přesnost měření pomocí snímačů mohou mít vliv i další faktory:
Reprodukovatelnost snímacího systému můžete zkontrolovat ve třech krocích. Několikrát zopakujte kroky 2 a 3 a porovnejte opakovatelnost výsledků ve vyhodnocovacím nástroji (např. Excel nebo PiWeb):
Standardní přesnost kuličky snímače je třída 5. Pro měření tvaru s vyšší přesností jsou zapotřebí kuličky s lepší kulatostí, aby se minimalizovaly chyby měření. Všimněte si však, že kuličky třídy 3 nemusí být nutně lepší než kuličky třídy 5, protože třída kuliček se určuje v sériovém procesu. Pokud je vybraná výrobní šarže v toleranci, předpokládá se, že všechny kuličky v této šarži odpovídají dané třídě. Přesnost kuliček tedy odpovídá normálnímu (Gaussovu) rozdělení, a proto se mohou i kuličky s nižší přesností prodávat jako třída 3.
Pokud potřebujete snímače s velmi přesnou kulatostí, měli byste použít snímače s certifikátem. Jedině tak si můžete být jisti, že je dodržena stanovená kulatost a odpovídá vašim požadavkům.
Snímač, stejně jako každý jiný nástroj, podléhá přirozenému opotřebení. Poškození, například odřeniny, škrábance nebo odštípnutí, stejně jako znečištění, například nánosy materiálu, oleje nebo barvy, významně ovlivňují přesnost měření. Protože to většinou není vidět pouhým okem, měly by se snímače kontrolovat pod mikroskopem na případné poškození či znečištění. Frekvence těchto kontrol závisí na způsobu použití snímačů a podmínkách prostředí.
Doporučujeme si vytvořit přehled formou jakési karty nástroje, podobně jako je to běžné u výrobních strojů, a na jejím základě stanovit pravidelný kontrolní cyklus.
Doba, po kterou můžete snímač používat, závisí výhradně na typu aplikace. K opotřebení dochází v místech, kde se kulička snímače dotýká měřené součásti. Pokud je při měření neustále využíván stejný bod na kuličce – například při skenování roviny – bude mít snímač kratší životnost, než když se měří například kružnice, při kterých se využívá celý „rovník“ kuličky. Mezi další faktory, které ovlivňují životnost snímačů, patří délka skenování, rychlost, měřicí síla, okolní prostředí a materiál měřené součásti.
Doporučujeme, abyste si pro každý snímač vytvořili kartu kvality a pomocí ní snímače pravidelně testovali. Díky tomu získáte spolehlivý přehled o průměrné životnosti konkrétního snímače v čase.
Pokud došlo ke kolizi, měl by být snímací systém zkontrolován na referenčním kroužku. Vzhledem k tomu, že se jedná o vysoce přesná měřicí zařízení, není vhodné riskovat. Zvláštní pozornost věnujte snímačům nebo prodloužením s dříkem z uhlíkových vláken - je totiž možné, že došlo k vytržení jednotlivých vláken, což je rozpoznatelné pouze při kontrole na referenčním kroužku. Snímače s dříkem z karbidu nebo keramiky lze po kolizi nadále používat za předpokladu, že je kulička stále pevně spojena s dříkem.
Pozor: Zvýšenou opatrnost věnujte snímačům s mechanicky uchycenými kuličkami! Na rozdíl od kuliček, které jsou ke dříku přilepené nebo připájené, kuličky v mechanickém (zasouvacím) uložení po kolizi nutně neodpadnou. Mohou zůstat volně nasazené na trnu, což často zůstane bez povšimnutí a může způsobit chybná měření. Bohužel k tomu často dochází bez povšimnutí, proto byste měli kuličky s mechanickým uchycením po kolizi vždy ihned zkontrolovat.
K dotyku dříku dochází tehdy, když se místo měřicí kuličky dotkne součásti dřík snímače. Senzor však nedokáže rozpoznat, že k dotyku došlo mimo kuličku, a proto může docházet k nesprávným měřením, která často zůstávají bez povšimnutí. Při měření s malými kuličkami, které mají obvykle tenké dříky, hrozí riziko, že se dřík při měření ohne a způsobí dotyk. K dotyku dříku může také dojít v případě, že jsou spojovací prvky, jako například úhly nebo kostky, nekvalitní nebo nepřesně nastavené.
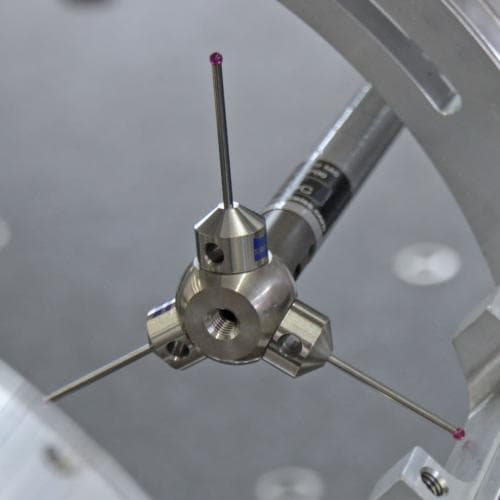
Při plánování snímacího systému dbejte na následující zásady:
Snímací systém by měl:
Dále je důležité používat vysoce kvalitní komponenty – kvalita snímacího systému má přímý a zásadní vliv na přesnost výsledků měření.
Konfigurace snímačů jsou základem pro provádění přesných měření. Od diamantového snímače až po zařízení pro nastavení úhlů - příslušenství konfigurace snímačů ZEISS bylo vyvinuto tak, aby splňovalo speciální požadavky vašich měřicích úkolů. Používejte pouze certifikované originální příslušenst pro vaše měřicí stroje ZEISS.